Bạn đã bao giờ tự hỏi tại sao một chiếc xe mô hình được in 3D lại bền tới vậy, trong khi chiếc khác lại dễ vỡ chỉ sau vài lần chạm nhẹ? Bí mật nằm ở những sợi nhựa nhỏ bé – filament – linh hồn của công nghệ in 3D.
Mỗi loại nhựa sở hữu những đặc tính riêng biệt, từ độ bền, độ đàn hồi đến khả năng chịu nhiệt. Bài viết này sẽ đưa bạn khám phá toàn cảnh về thế giới vật liệu in 3D, giúp bạn hiểu rõ từng loại nhựa, cách lựa chọn phù hợp với nhu cầu, và những bí quyết để đạt được những bản in hoàn hảo.
1. Nhựa in 3D là gì? Các loại nhựa in 3D
Nhựa in 3D (hay còn gọi là filament) là nguyên liệu đầu vào chính được sử dụng trong công nghệ in 3D FDM (Fused Deposition Modeling). Đây là dạng vật liệu dẻo được nung chảy ở nhiệt độ cao, sau đó được đùn qua đầu phun (hotend) để tạo thành các lớp vật liệu mỏng xếp chồng lên nhau, dần dần hình thành nên sản phẩm 3D hoàn chỉnh.
Nhựa in 3D thường được sản xuất dưới dạng sợi dài cuộn tròn (filament), với đường kính tiêu chuẩn là 1.75mm hoặc 2.85mm tùy theo thông số kỹ thuật của máy in. Nguyên liệu này được tạo thành từ các polymer tổng hợp, kết hợp với các phụ gia để tạo ra các đặc tính cụ thể như độ bền, độ đàn hồi, khả năng chịu nhiệt, và màu sắc.
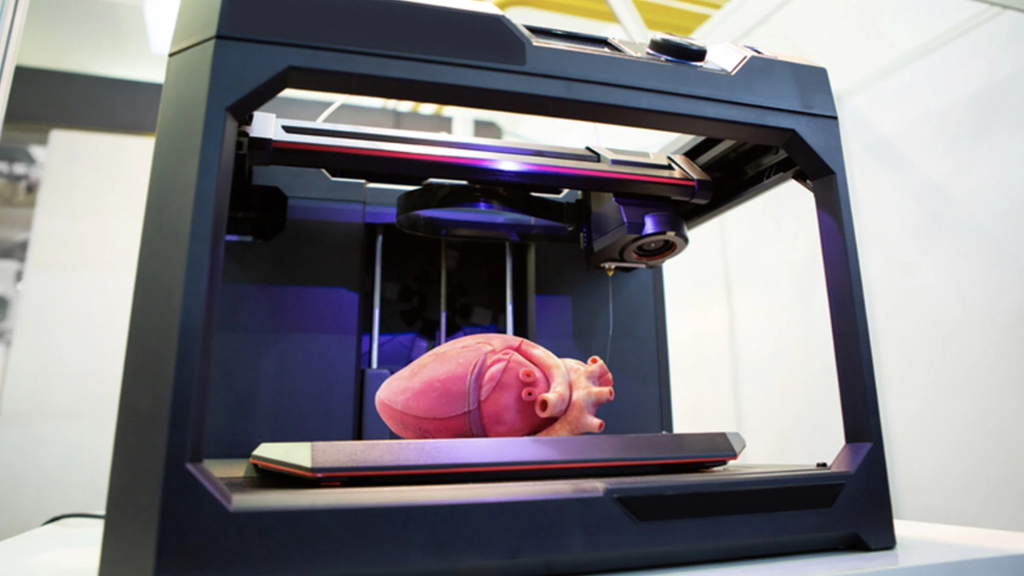
Trong bối cảnh công nghiệp 4.0, nguyên liệu in 3D đã vượt xa khỏi vai trò prototype đơn thuần, trở thành yếu tố quan trọng trong sản xuất các linh kiện chức năng trong nhiều ngành từ hàng không vũ trụ, y tế, đến đồ chơi và thời trang. Sự đa dạng của các loại nhựa in 3D cho phép người dùng lựa chọn chính xác vật liệu phù hợp với yêu cầu kỹ thuật và ứng dụng cụ thể của sản phẩm.
Trong ngành công nghiệp in 3D, chất lượng của filament đóng vai trò quyết định đến thành công của sản phẩm in. Một filament chất lượng cao đảm bảo độ chính xác về kích thước, sự đồng đều về màu sắc, và đặc biệt là khả năng in mượt mà không bị tắc nghẽn đầu phun.
Phân loại nhựa in 3D theo đặc tính:
- Nhựa tiêu chuẩn: PLA, ABS, PETG – phổ biến, dễ sử dụng, giá thành hợp lý
- Nhựa đặc biệt: Nylon, TPU, PC – có tính năng chuyên dụng như độ đàn hồi, chịu lực cao
- Nhựa composite: PLA/Wood, PLA/Metal – pha trộn với các vật liệu khác tạo hiệu ứng đặc biệt
- Nhựa hỗ trợ: PVA, HIPS – dùng làm vật liệu hỗ trợ, có thể hòa tan
2. Các loại nhựa in 3D trên thị trường và giá thành
2.1. Bảng so sánh nhanh các loại nhựa in 3D phổ biến (Tham khảo)
| Loại nhựa | Nhiệt độ in (°C) | Nhiệt độ bàn in (°C) | Độ co ngót | Độ bền cơ học | Giá trung bình (VND/kg) |
| PLA | 180-220 | 20-60 | Thấp (0.2-0.5%) | Trung bình | 350,000-600,000 |
| ABS | 220-250 | 90-110 | Cao (0.8-1.5%) | Cao | 400,000-700,000 |
| PETG | 230-250 | 70-90 | Thấp (0.3-0.6%) | Cao | 450,000-750,000 |
| TPU | 220-250 | 30-60 | Thấp (0.2-0.4%) | Đàn hồi cao | 650,000-1,200,000 |
| Nylon | 240-270 | 80-100 | Cao (1-2%) | Rất cao | 800,000-1,500,000 |
| PC | 260-300 | 100-120 | Trung bình (0.5-0.8%) | Rất cao | 900,000-1,800,000 |
| PVA | 180-220 | 50-60 | Thấp (0.3-0.5%) | Trung bình | 1,200,000-2,000,000 |
2.2. Chi tiết các loại nhựa in 3D trên thị trường
1. PLA (Polylactic Acid)
PLA là loại nhựa sinh học được sản xuất từ tinh bột ngô, mía đường hoặc sắn, là vật liệu in 3D phổ biến nhất hiện nay.
Thông số kỹ thuật:
- Nhiệt độ nóng chảy: 180-220°C
- Nhiệt độ bàn in: 20-60°C (có thể in không cần bàn nhiệt)
- Độ co ngót: Thấp (0.2-0.5%)
- Độ bền kéo: 50-70 MPa
Ưu điểm:
- Dễ in, ít warping (cong vênh)
- Mùi nhẹ khi in
- Nhiều màu sắc và hiệu ứng đặc biệt
- Thân thiện với môi trường, phân hủy sinh học
Nhược điểm:
- Độ bền thấp hơn ABS
- Chịu nhiệt kém, mềm ở nhiệt độ trên 60°C
- Hút ẩm, ảnh hưởng đến chất lượng in
Case study: Công ty Adidas đã sử dụng PLA để tạo ra các mẫu prototype giày trước khi chuyển sang sản xuất hàng loạt, giúp tiết kiệm 60% thời gian phát triển sản phẩm và 30% chi phí prototype.
2. ABS (Acrylonitrile Butadiene Styrene)
ABS là polymer tổng hợp có độ bền cao, thường được sử dụng trong các ứng dụng công nghiệp và sản phẩm chịu lực.
Thông số kỹ thuật:
- Nhiệt độ nóng chảy: 220-250°C
- Nhiệt độ bàn in: 90-110°C
- Độ co ngót: Cao (0.8-1.5%)
- Độ bền kéo: 40-60 MPa
Ưu điểm:
- Độ bền và độ cứng cao
- Chịu nhiệt tốt (80-100°C)
- Kháng hóa chất, dầu và mỡ
- Có thể xử lý sau in (sơn, đánh bóng, dán keo)
Nhược điểm:
- Khó in, dễ bị cong vênh
- Cần buồng in kín và bàn nhiệt
- Mùi khó chịu khi in
- Không phân hủy sinh học
Case study: Honda đã sử dụng ABS để in 3D các linh kiện nội thất xe như nút bấm, ốp tay nắm cửa, giúp giảm 40% thời gian sản xuất và tối ưu hóa thiết kế theo yêu cầu khách hàng.
3. PETG (Polyethylene Terephthalate Glycol)
PETG là phiên bản cải tiến của PET, kết hợp đặc tính tốt của cả PLA và ABS, là sự lựa chọn cân bằng cho nhiều ứng dụng.
Thông số kỹ thuật:
- Nhiệt độ nóng chảy: 230-250°C
- Nhiệt độ bàn in: 70-90°C
- Độ co ngót: Thấp (0.3-0.6%)
- Độ bền kéo: 50-65 MPa
Ưu điểm:
- Kết hợp độ bền của ABS và khả năng in dễ dàng của PLA
- Độ trong suốt cao
- Kháng hóa chất và nước tốt
- Ít mùi khi in
Nhược điểm:
- Dễ bị xước bề mặt
- Có thể bị oozing (rỉ nhựa) khi in
- Giá cao hơn PLA và ABS
Case study: Viện Y học Việt Nam đã sử dụng PETG để in các mô hình giải phẫu phục vụ đào tạo y khoa, với chi phí giảm 70% so với mua mô hình nhập khẩu và tính chính xác cao hơn 35%.
4. TPU (Thermoplastic Polyurethane)
TPU là vật liệu đàn hồi, mềm dẻo, thích hợp cho các ứng dụng cần tính linh hoạt và khả năng hấp thụ va đập.
Thông số kỹ thuật:
- Nhiệt độ nóng chảy: 220-250°C
- Nhiệt độ bàn in: 30-60°C
- Độ co ngót: Thấp (0.2-0.4%)
- Độ cứng: 80A-95A Shore
Ưu điểm:
- Độ đàn hồi cao
- Chống mài mòn tốt
- Bền dai, khó gãy vỡ
- Chống dầu và hóa chất
Nhược điểm:
- Khó in do tính đàn hồi
- Cần tốc độ in chậm
- Giá thành cao
- Cần bảo quản kỹ do hút ẩm
Case study: Công ty Asics đã sử dụng TPU để sản xuất các đế giày thể thao tùy chỉnh theo đặc điểm bàn chân của vận động viên, tăng hiệu suất vận động lên 18% và giảm nguy cơ chấn thương 25%.
5. Nylon
Nylon là vật liệu có độ bền cơ học cực cao, đặc biệt phù hợp cho các chi tiết chịu lực và ứng dụng công nghiệp.
Thông số kỹ thuật:
- Nhiệt độ nóng chảy: 240-270°C
- Nhiệt độ bàn in: 80-100°C
- Độ co ngót: Cao (1-2%)
- Độ bền kéo: 70-85 MPa
Biểu đồ giá thành theo thương hiệu:
- Polymaker: 800,000-1,000,000 VND/kg
- Taulman: 1,200,000-1,500,000 VND/kg
- Markforged: 1,800,000-2,500,000 VND/kg
3. Hướng dẫn lựa chọn nhựa in 3D phù hợp
Việc hiểu rõ đặc tính của từng loại nhựa, cách bảo quản và sử dụng chúng đúng cách không chỉ giúp bạn tiết kiệm thời gian và chi phí mà còn nâng cao chất lượng sản phẩm in 3D. Hãy nhớ rằng, chất lượng của filament đóng vai trò quyết định đến thành công của bản in, vì vậy đừng ngại đầu tư vào những sản phẩm chất lượng từ các nhà cung cấp uy tín.
3.1. Lựa chọn nhựa in 3D theo: Mục đích sử dụng
- Prototype nhanh, mô hình trưng bày:
- Ưu tiên: PLA
- Thay thế: PETG
- Lưu ý: Chọn màu sắc phù hợp, độ bền không quá quan trọng
- Sản phẩm chức năng, chịu lực:
- Ưu tiên: ABS, Nylon
- Thay thế: PETG, PC
- Lưu ý: Cân nhắc môi trường sử dụng, lực tác động
- Linh kiện đàn hồi, seal, gasket:
- Ưu tiên: TPU, TPE
- Thay thế: Flexible PLA
- Lưu ý: Xác định độ cứng Shore phù hợp
- Ứng dụng y tế, thực phẩm:
- Ưu tiên: PETG Medical Grade, PLA+
- Thay thế: PP, PEEK (máy in chuyên dụng)
- Lưu ý: Kiểm tra chứng nhận FDA hoặc tương đương
- Sản phẩm ngoài trời, chịu thời tiết:
- Ưu tiên: ASA, PC
- Thay thế: PETG UV Resistant
- Lưu ý: Khả năng chống UV, chống nước
3.2. Checklist điều kiện môi trường
- Nhiệt độ phòng in: 20-25°C lý tưởng, tránh luồng gió
- Độ ẩm phòng: 30-50%, quá cao ảnh hưởng đến vật liệu hút ẩm
- Hệ thống thông gió: Cần thiết cho ABS, ASA và các vật liệu phát khí
- Không gian lưu trữ vật liệu: Khô ráo, tránh ánh nắng trực tiếp
- Bàn nhiệt: Kiểm tra khả năng đạt nhiệt độ yêu cầu của vật liệu
- Đầu phun: Đảm bảo có thể đạt nhiệt độ cao cho vật liệu kỹ thuật
- Buồng in kín: Cần thiết cho ABS, Nylon, PC và vật liệu co ngót cao
4. Công thức tính toán chi phí khi in 3D
Chi phí in 3D = Chi phí vật liệu + Chi phí điện năng + Chi phí khấu hao thiết bị + Chi phí thất bại
Công thức tính chi phí vật liệu:
Chi phí vật liệu = Trọng lượng sản phẩm (g) × (1 + tỷ lệ phần hỗ trợ (%)) × Giá vật liệu (VND/g)
Tỷ lệ hao hụt trung bình theo loại vật liệu:
- PLA: 5-10%
- ABS: 10-15%
- PETG: 8-12%
- TPU: 10-15%
- Nylon: 15-20%
Tỷ lệ thất bại trung bình theo loại vật liệu:
- PLA: 5-8%
- ABS: 15-20%
- PETG: 8-10%
- TPU: 12-18%
- Nylon: 15-25%
5. Làm sao để phân biệt nhựa in 3D chất lượng?
Để phân biệt nhựa in 3D chất lượng cao, cần đánh giá nhiều yếu tố khác nhau từ cảm quan đến kiểm tra kỹ thuật. Vật liệu chất lượng cao sẽ tạo ra các bản in chuẩn xác, bền và đẹp.
5.1. Tiêu chuẩn chất lượng quốc tế
Nhựa in 3D chất lượng cao thường đáp ứng các tiêu chuẩn kỹ thuật sau:
- ISO 9001: Tiêu chuẩn quản lý chất lượng sản xuất
- RoHS: Giới hạn chất độc hại trong sản phẩm điện tử
- REACH: Quy định về hóa chất của Liên minh Châu Âu
- FDA Compliance: Cho các ứng dụng tiếp xúc với thực phẩm
- ASTM D638: Tiêu chuẩn đo lường độ bền kéo
- ISO 527: Đánh giá đặc tính kéo của nhựa
5.2. Kiểm tra bằng mắt thường
Nhựa in 3D chất lượng cao có các đặc điểm sau:
- Màu sắc đồng đều, không có vết đốm hoặc thay đổi màu sắc
- Bề mặt cuộn filament nhẵn, không có vết nứt hoặc bong tróc
- Đường kính đồng đều, không có phần phình to hoặc thắt nhỏ
- Không có bọt khí hoặc tạp chất nhìn thấy được
5.3. Quy trình kiểm tra chất lượng
- Kiểm tra đường kính: Sử dụng thước cặp đo tại nhiều điểm, sai số không quá ±0.03mm
- Kiểm tra độ tròn: Đo nhiều hướng tại cùng một điểm, chênh lệch không quá 0.05mm
- Test nhiệt độ nóng chảy: In mẫu test tower nhiệt độ
- Kiểm tra độ hút ẩm: Cân trọng lượng trước và sau khi để trong môi trường ẩm
- Test độ bám dính giữa các lớp: In mẫu thử kéo theo hướng Z
5.4. Danh sách thương hiệu uy tín
- Châu Âu/Mỹ: Prusament, Polymaker, MatterHackers, ColorFabb, Fillamentum
- Châu Á: eSUN, Sunlu, Creality, Overture
- Việt Nam: 3DSA, Viet3D, Tensor, ENDA3D
6. Các lưu ý khi sử dụng nhựa in 3D
6.1 Hướng dẫn bảo quản
- Tránh ẩm ướt
- Bảo quản trong hộp kín có hạt hút ẩm
- Sử dụng máy sấy filament nếu vật liệu đã hút ẩm
- Hầu hết nhựa in cần độ ẩm dưới 30%
- Tránh ánh nắng trực tiếp
- UV có thể làm giòn và biến màu filament
- Bảo quản trong hộp tối hoặc túi chống tia UV
- Nhiệt độ bảo quản
- Nhiệt độ lý tưởng: 18-25°C
- Tránh môi trường quá nóng hoặc quá lạnh
- Thời hạn sử dụng
- PLA: 1-2 năm nếu bảo quản tốt
- ABS: 2-3 năm
- TPU: 1 năm
- Nylon: 6 tháng (rất hút ẩm)
6.2. Troubleshooting lỗi thường gặp
| Vấn đề | Nguyên nhân | Giải pháp |
| Tắc đầu phun | Filament bẩn, hút ẩm, nhiệt độ không đúng | Làm sạch nozzle, sấy filament, điều chỉnh nhiệt độ |
| Bong tróc khỏi bàn in | Bàn in quá nguội, không sử dụng keo dính | Tăng nhiệt bàn in, sử dụng keo dính, brim hoặc raft |
| Lớp không bám dính | Nhiệt độ đầu phun thấp, tốc độ in quá nhanh | Tăng nhiệt đầu phun, giảm tốc độ in lớp đầu |
| Stringing (sợi nhỏ giữa các phần) | Nhiệt độ cao, retraction không đủ | Giảm nhiệt, tăng retraction, giảm tốc độ di chuyển |
| Layer shifting (lớp bị dịch) | Dây đai lỏng, motor skip step | Căng dây đai, kiểm tra motor, giảm tốc độ in |
Tips tiết kiệm nhựa in 3D
- Thiết kế tối ưu
- Sử dụng infill thấp (10-20%) cho các mô hình không chịu lực
- Thiết kế hollow (rỗng) khi có thể
- Sử dụng kỹ thuật “vase mode” cho các mô hình đơn giản
- Cài đặt slicing
- Giảm số lớp vỏ (shell) xuống 2-3 lớp nếu không cần độ bền cao
- Sử dụng pattern infill hiệu quả (gyroid, cubic)
- Tối ưu hóa supports (hỗ trợ) bằng cấu trúc tree support
- Tận dụng phế liệu
- Tái chế filament thừa với máy tái chế
- Sử dụng đoạn filament ngắn cho các bản in nhỏ
- Ghép nhiều mô hình trong một lần in
Sau khi đã khám phá toàn diện về các loại nhựa in 3D, chắc hẳn bạn đã có cái nhìn sâu sắc hơn về tầm quan trọng của việc lựa chọn đúng vật liệu cho dự án in 3D của mình. Mỗi loại nhựa đều có những ưu nhược điểm riêng, phù hợp với những ứng dụng cụ thể. PLA thân thiện với người mới bắt đầu và môi trường; ABS bền bỉ, chịu nhiệt tốt cho các ứng dụng công nghiệp; PETG cân bằng giữa dễ sử dụng và độ bền; TPU linh hoạt cho các chi tiết đàn hồi; và Nylon siêu bền cho các ứng dụng kỹ thuật cao.
Khi công nghệ in 3D ngày càng phát triển, thị trường các loại nhựa in 3D cũng không ngừng đổi mới với những vật liệu mới có tính năng vượt trội. Hãy tiếp tục cập nhật kiến thức và thử nghiệm với các loại vật liệu khác nhau để tìm ra sự kết hợp hoàn hảo cho từng dự án cụ thể của bạn. Chúc bạn thành công trên hành trình khám phá thế giới in 3D đầy sáng tạo!